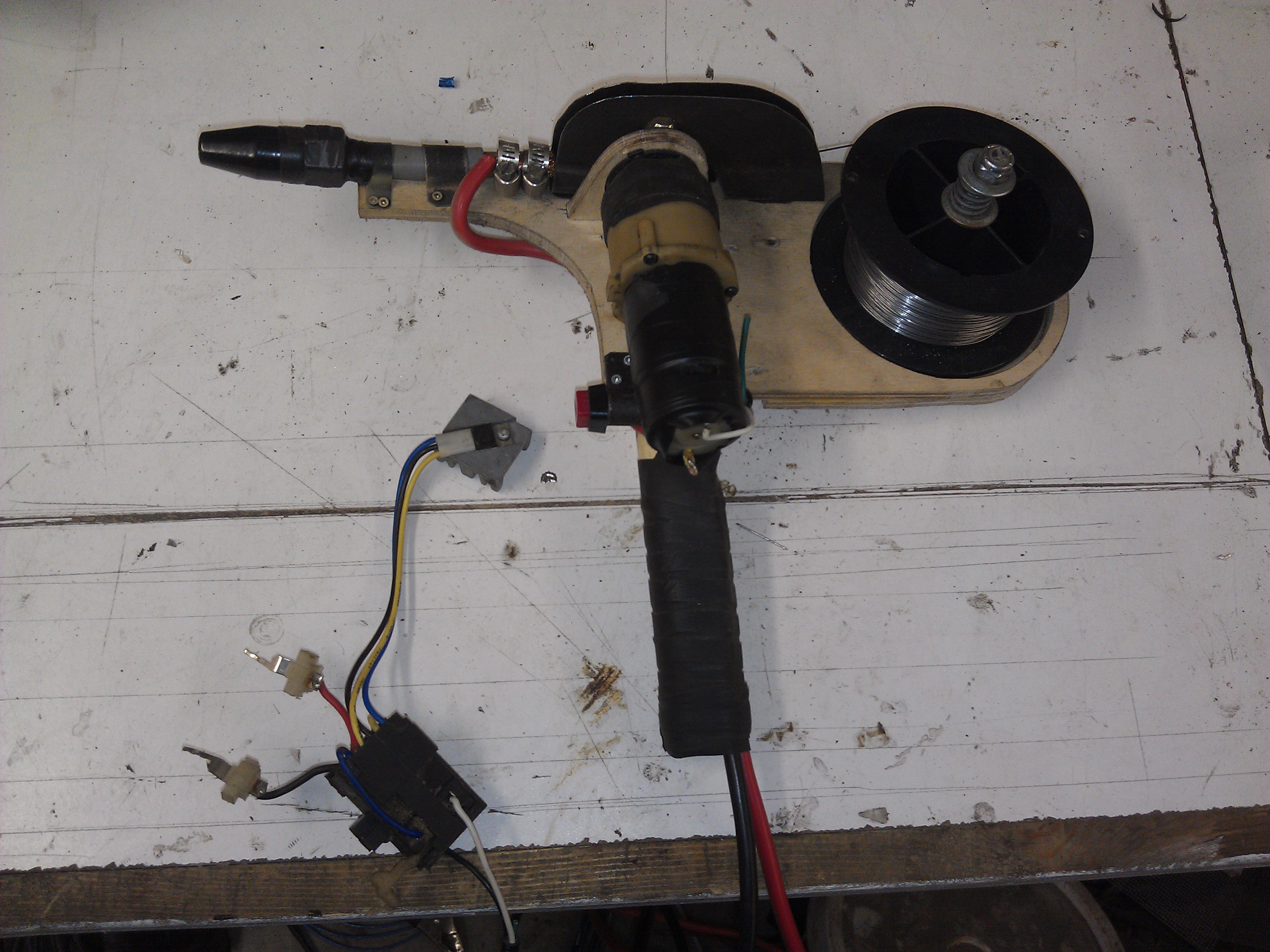

After a number of years since my last attempt at making a wire-feed welder, I had spare parts lying around and decided to take another shot at it. It’s made from a cordless drill motor, bits of brass tubing, jumper cables and such. The nozzle is a Hobart ceramic for flux core wire, and the contact tip is ordinary tweco-compatible (US-Forge brand if I may be exact). It works surprisingly well connected to my homemade AC welder.

The original drill speed control is used to adjust wire speed. (I power it from a PC power supply.) It even has reverse! I plan to box this up with a threaded adjustment knob eventually, to get some consistency and repeatability. Yes, I know the thing has exposed voltages.

Here’s a closer-up shot of the wire feeding mechanism. I simply took two 3/8″-24 thread nuts (which is the standard 3/8″ drill spindle), ground off the flats, beveled slightly for a “U-groove” drive roller. It doesn’t need to drive the wire very far so it seems to have plenty of traction on the wire. There is the tensioner bearing on the bottom, and a support bearing on top so that the drill motor’s bearings don’t have to take up all the force of the tensioner bearing.
On reverse polarity (the recommended for flux core), which is workpiece negative, electrode positive, it welds 18 guage barrel steel quite nicely, and burning through is quite avoidable. Even on AC it welds nice, but it is easier to burn through thin metal.
I hope to post more pictures soon.